Not all malt concentrates are made
equal.
Malt Concentrate is Malt Concentrate is Malt Concentrate….
In the beginning there was Blue Ribbon Malt. You could find it
in the baking section of the grocery store. It had a myriad of uses,
including making beer. This being the 1920’s, with alcohol
production/consumption in the US being illegal, the directions on
the label were quite coy. To paraphrase… “Do not do
this, then that, then this other thing. If you do, it will produce
beer, and that would be illegal”. While it was a good all-purpose
malt concentrate, used in baking, chocolate malts, candy-making
and yes, beer making, it was not designed especially for beermaking
and did not make really good beer. But then, neither is about 98%
of all the malt concentrate produced in the world today, including
most of the malt concentrates sold for beermaking purposes.
There is a world-wide commodity market for malt concentrates, and
most malt concentrates, including most of the malt concentrates
used in making various beer kits, are made in factories designed
to produce commodity food products. Malt concentrates are used in
a wide array of products, including edible foods like bagels, candy,
powdered drink mixes, vitamins and breakfast cereals (it is sprayed
on corn flakes to make frosted flakes). It is also used in making
pet food. As a percentage, a very small amount of the malt concentrate
made in the world is used to make beer. And an even smaller percentage
is actually produced with beermaking in mind. This is an important
distinction.
Good beer making requires using products that are specifically
designed to make beer. Let’s walk through the process of malt
concentrate production to see how different processes effect the
finished product.
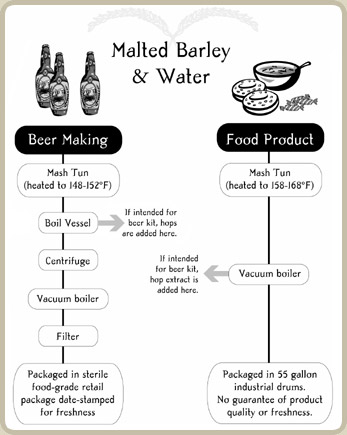
The major differences between the two approaches involves how
the malted barley is heated at the beginning of the process and
how the malt concentrate is handled after the heating process.
Temperature is important in brewing because the types and percentages
of fermentable or non-fermentable sugars produced are dependent
upon the temperature in the mash tun. A temperature of 148-152’F
ensures production of the types of fermentable sugars that make
for a well balanced, good tasting beer. This process also takes
longer and requires greater skill. Companies buying malt concentrate
to use in bagels or pet food don’t care about the levels of
fermentable sugars (after all, why would they?). Consequently, malt
factories whose primary focus is supplying the food industry opt
for the faster, easier mash tun regime of 158-164’F. Fine
for corn flakes…not as good for beer.
The food industry also does not have to concern itself with particulate
matter (uncoagulated proteins and the like) in the malt concentrate.
So, malt concentrate factories forgo the boil/centrifuge/filtering.
These processes are necessary if your intention is to make a good
quality beer with nice color and clarity.
Finally, because beermaking is such a small part of the overall
business of most malt concentrate producers, they have not, and
are not likely to, invest in equipment necessary to actually make
beer. Consequently, if they are producing a “beer kit”,
instead of investing in boil vessels and hop storage facilities,
they will simply add barrels of hop extract to the malt concentrate
prior to packaging.
So, how are The Coopers Brewery malt concentrates and beer kits
different? The Coopers Brewery is first and foremost a brewery.
We make beer. And when we aren’t making beer, we make products
for making beer. We have four Master Brewers (an actual legal designation
in Australia) on staff who oversee the process. The care and processes
that go into producing Coopers homebrewing products are the same
that go into the beers that renowned British beer and spirits critic
Michael Jackson praises for “their heartiness and uncompromising
honesty”.
Malt concentrate is not malt concentrate. If you don’t know
exactly what you are getting, it probably was not intended for beer
making. Use Coopers Brewery homebrewing products and be sure you
are using products by brewers, for brewers.
|